
九游老哥J9俱乐部官网液压机械
专业生产各种规格的液压机
全国咨询热线:
138-0617-2253

联系人:陈志刚
手 机:13806172253
电 话:0510-83570995
邮 箱:info@xdlyyjx.com
传 真:0510-83747643
网 址:
地 址:无锡惠山经济工业园堰桥路35-7号

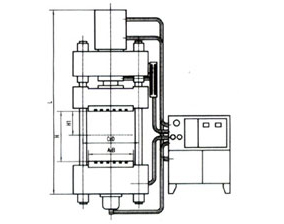
校直液压机主要用于金属薄板零件的拉伸成型、翻遍、弯曲和冲压等工艺,也可用于一般的压制工艺,校直液压机可根据用户需要增加冲裁缓冲、打料、移动工作台等装置。除了用于锻压成形外,校直液压机也可用于矫正、生产多功能折边机压装、打包、压块和压板等。还可用于轴类零件的压制工艺,型材的校准、扣压、压装工艺以及板材零件的弯曲、争辩、定型、压印、套型、拉伸、可塑性材料的压制工艺,如冲压、弯曲、翻边薄拉伸等作业,也可以从事校正、压装、塑料制品及粉末制品的压制成型作业。因其应用范围广泛也被称为万能校直液压机。校直液压机简略发生液压冲击才能的当地设置蓄能器。多功能折边机生产厂家蓄能器不但能缩短压力波的传达间隔、时刻,还能吸收压力冲击,关于液压冲击,现已做了一个简略的剖析,而且剖析出了导致这种毛病的缘由地点,这篇文章就剖析了其间一个方面液压元件俄然制动所导致的液压冲击的应对办法。对运动部件俄然制动、减速或中止而发生液压冲击的防治办
众所周知,如果液压机液压箱体内混入气体,就会对机器设备的正常运行带来一定的影响,为使液压机正常工作,我们需要及时排除液压箱体内的气体,那么,如何排除液压箱体内的气体呢?为解决液压机液压箱体内的气体,生产多功能折边机我们采取人工抽气的方法,即液压机完成一系列作业后,安排人员进行检查,若发现油箱中有空气存在,则进行手动抽气,然而这种方法既费时又费力,还无法保证安全,喷油现象仍时有发生。因此为尽快解决问题,需要设计一套自动抽空系统,其工作原理:油位开关开时表示油箱中有空气出现,多功能折边机生产厂家并发出信号,此时真空泵开始工作,空气被抽出,油箱中的皮囊充气,油位升高,油位开关闭合,真空泵停止工作。如果出现故障,空气排出后,真空泵仍不能停止工作并开始抽,则放气阀会自动关闭,并在油路中建立起压力,压力开关动作,并送出信号停止真空泵的工作。采用这种方法比人工抽气更省时又省力,还能保证其安全性,希望以上介绍对你有所帮助。

如何有效保证液压机液压系统长期可靠工作生产多功能折边机(1)防止空气混入系统中并及时将混入系统中的空气排走。空气进入液压机液压系统,会引起噪音和油液氧化变质等不良后果,必须采取措施防止空气混入,并要经常将混入系统的空气排出。(2)要经常保持油液的清洁。油液中混有杂质,会引起滑阀卡住,堵塞节流小孔或缝隙而使液压元件不能正常工作,并且使相对运动零件磨损加剧。除了采取装滤油器及各种防止外界杂质混入系统的装置外,还要定期清洗滤油器和更换陈油。液压机液压系统在装配时,要清洗各个液压元件及管道。试车后,最好将各元件及管道拆出,进行认真清洗后再装好。(3)要防泄漏。外泄漏是不允许的,内泄漏是不可避免的,但其泄漏量不能超过允许的数值,如果泄漏过多,会使压力升不上去,液动机不能达到预期的力(或力矩)。并且油泄漏量的大小与压力高低有关,会使工作部件运动不稳定。此外,由于泄漏量过多,使容积损失增大,油温升高,为了不出现泄漏过多的毛病,就应使相对运动零件间有适当的间隙及装设适当的密封装置。(4)要防油温过高。多功能折边机生产厂家一般液压机液压系统的油温以保持15 ̄50℃为适宜。油温过高会带来一系列不良后果。油温上升会使油液变稀,泄漏增加,系统效率下降。油液在较高温度下工作,容易变质。要避免油温过高,除了在设计采取避免油液发热的措施(如油泵卸荷及对于大功率系统采用容积调速的方法等)外,还要考虑油箱是否有足够的散热能力。必要时,可增设冷却装置。

油压机的功率大小设计公式:一台油压机压力的大小根据它的缸径大小及泵的流量,电机的转速等来计算出来。油压机的功率大小=油泵的流量×压力P*P。流量的计算公式=机器吨位数/250=活塞面积。活塞面积*速度等于=流量。生产多功能折边机油压机功率计算很简单的来讲就是流量×压力。流量就是公称吨位÷250=活塞面积。活塞面积×速度=流量。压力为250kgfcm2=25mpa。功率就是公称吨位×1000kg/t×9.8n/kgf×250kgf/cm2×速度/m3。9.8为重力加速度1kgf=9.8n.一般情况下按上述公式计算,但对特殊情况,多功能折边机生产厂家不同行业用到的机器也会有所不同如玻璃钢制品液压机,我们应比较各种流量速度、压力的大小来取最大值。玻璃钢液压机有一预压动作,该动作要求速度较大而压力略低,在实际计算中这个动作所要求的功率最大。因而在特殊情况下,应该考虑到辅助系统的功率,长期工作的计算在内短期工作的如移动工作台部分可以不考虑。



